

精密制版/治具
钢版制造工法简介
主要制造工法方式
雷射钢板(Laser Cutting Stencil)
- 雷射钢板的制造原理 : 我司引进德国超高精度之YAG以及光纤雷射激光设备,进行不锈钢片切割,以超大型大理石平台,做为切割基座,稳定切割质量,并可达到优异的再现性以及稳定性的表现..
- 优点:
交货快速,一天内可完成交货,制造良率高.
可制作70万孔以下之雷射钢版.
- 缺点 : 孔壁粗糙度较电铸版略差,一般适用于0402组件以上的组件开孔细间距如 0.25pitch,直径为 0.25~0.3mm.,若无经过后处理加工亦存在下锡性不佳
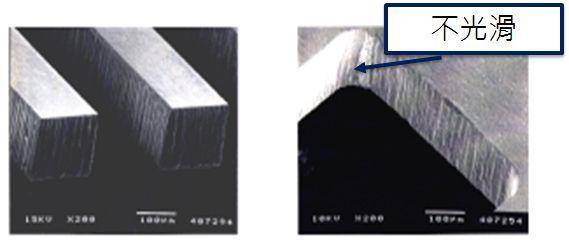
雷射 + C 处理(Laser Cutting + C Treatment)
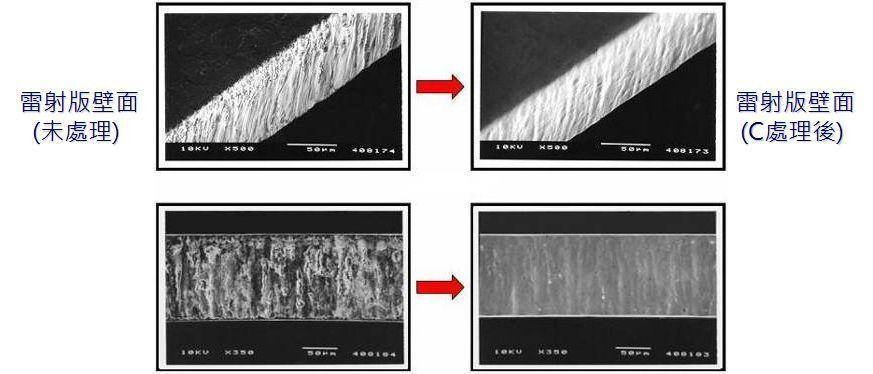
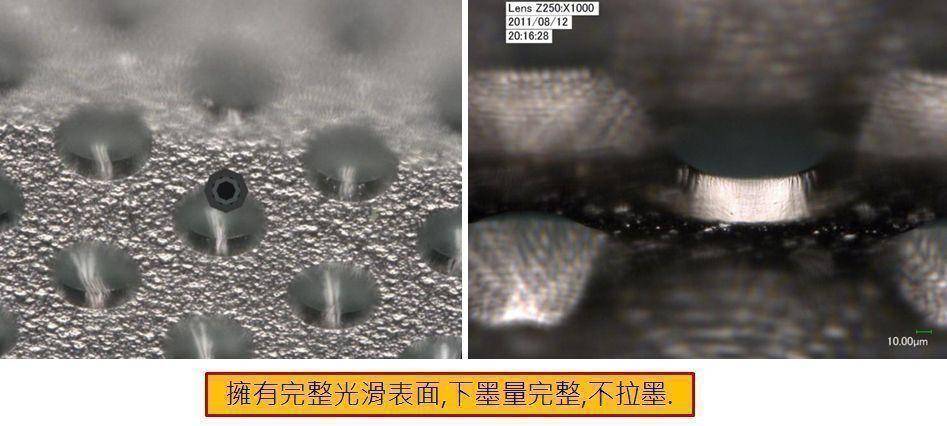
- 雷射+C处理的制作原理 : C 处理处理的原理是根据“尖端放电”的效应去除雷射切割余留的毛刺和残留物.其基本原理是:把雷射切割后的钢板处于特殊环境下,使钢板开孔的边缘凸出的部分产生“放电效应”,使雷射钢板开孔孔壁的毛刺消除,使孔壁光滑,下锡量性能可明显提升60%.
- 雷射+C 处理的优点 : 在雷射的基础上加C处理,可以有效去除孔壁毛刺,使孔壁光滑,提高印刷质量.雷射+C 处理主要用于有0201组件的印刷锡膏之钢板开孔,以及更高精密之扫锡球钢版.
- 雷射+C 处理的缺点 : 成本相对雷射工艺的要高,后处理技术以及制程时间长.
C 处理
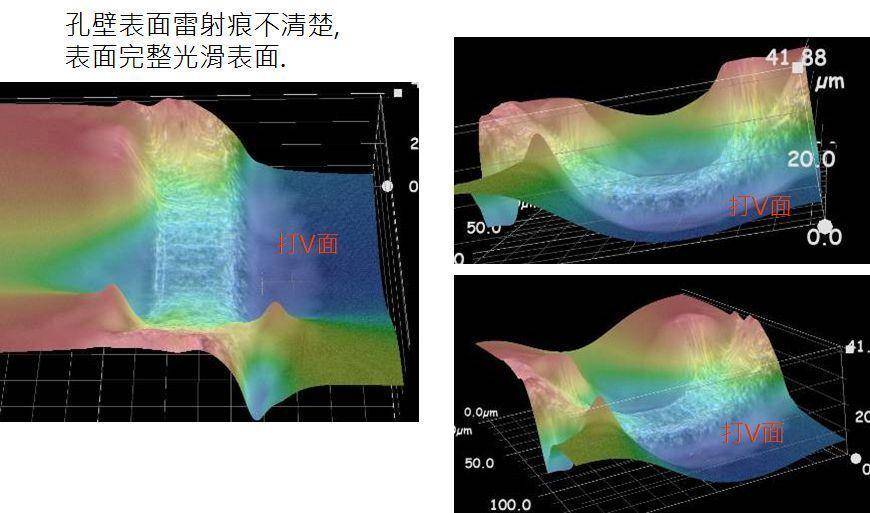
通常雷射钢版壁面都较电铸版壁面来的粗糙,特别于精细印刷时,常会造成拉墨的现象,而造成印刷不全。本公司为克服此问题特开发出此C处理加工技术,使雷射钢版之开口壁面平滑性大幅改善,于印刷时恼人的拉墨现象得以解除。
高精密雷射钢版(特殊内孔C处理)
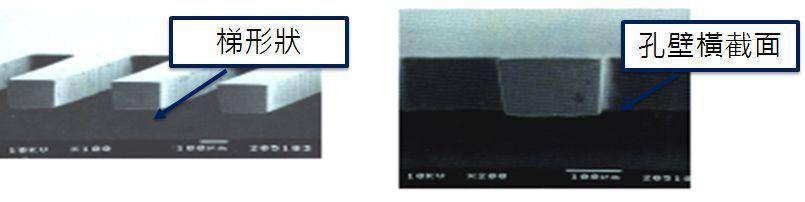
电铸(Electro Forming Stencil)
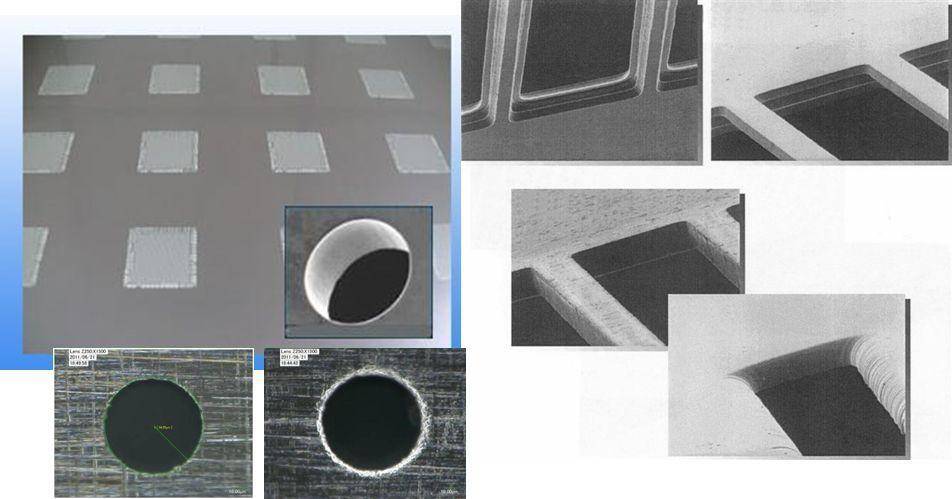
- 电铸钢板原理 : 电铸制程乃是在一基板上,藉由显影光阻(Photo Resist)经由曝光显影程序,将其图形完成,并将其基板放入电铸槽内,藉由电流方向,逐个原子,逐层地在光阻周围层积金属,并可达数十至数百微米,其成形的厚度与电流强度以及电流时间成正比.
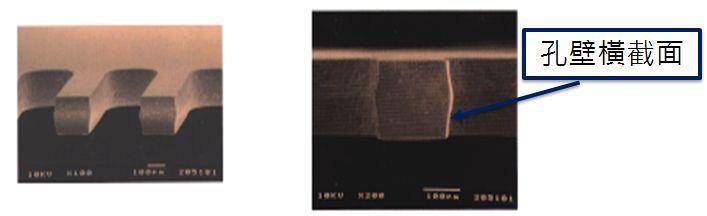
- 优点 : 这种工艺特点在于孔壁内侧其表面粗糙度极低,也可针对不同的后处理方式形成镜面,在电铸版成形外观可调整为成上大下小的梯形状开孔上部比下部稍宽的喇叭口,印刷锡膏时脱模顺畅;利于锡膏滚动,硬度比普通钢片增加30%,使用寿命可达到数十万次次,由于正中的后处理加工技术更是可以有效地维持孔壁平滑度不会产生锡铢.
- 缺点 : 成本高,制作周期长.电铸药液稳定性是关键因素,因为涉及感光工具,可能存在位置不精确等因素,如果电铸不均匀,就会失去印刷应有的特殊效果.
高精密电铸钢版(特殊内孔表面处理))
高精密电铸钢版(边缘导角-N处理)
蚀刻(Chemical Etching Stencil)
- 蚀刻原理 : 正中蚀刻钢版可应用于SUS304、SUS430、SUS316、SUS420等不锈钢片,蚀刻钢版的制作是在不锈钢版的两面涂布光阻(Photo Resist),并藉由在不锈钢片的两侧藉由曝光,显影的制程设备进行曝光,光阻藉由底片的遮蔽,形成区域化,产生图形,并藉由显影制程使其光阻图形化,保户留存之不锈钢区域,而使需要被移除之不锈钢金属裸露,进而将其不锈钢片放入蚀刻设备中用配置酸液浸蚀不锈钢片,直到蚀穿为止.
- 优点 : 稳定性好,耐用,材料成本较低.
- 缺点 : 由于蚀刻加工,属于化学腐蚀溶剂等加工方式,藉由化学腐蚀药液穿过不锈钢版,产生孔洞,孔洞产生时,孔壁形成中心尖锥状,在印刷时会阻碍下锡,并且蚀刻过程往往不容易控制其蚀刻速率,并会产生侧向扩蚀等状态,若应用在大面积不锈钢片加工,其孔径的均匀性以及真圆度是非常难控制,因此高阶印刷钢版的使用并不会使用此加工法制造,取而代之的为雷射钢版或电铸钢版等高精密产品.
超高精度之AMOLED电铸蒸镀罩技术规范
| 制造方法: Production Method | Super E-Mask |
| 最大Mask范围(mm)Biggest Metal Size | 570 x 700 (2500 x 1500 ) |
| 最大图形设计(mm) Biggest Design Size | 500 x 500 (2300 x 1300) |
| 材质: Material | Ni / Co |
| 硬度(HV): Hardness | >450 |
| 板厚(um): Thickness Range | 20~120 |
| 累计公差(um): Accumulate Accuracy: | +0.01% |
| 板厚精度(um): Thickness Accuracy | + 10um@120um版厚 (图形范围内) |
| 最小开口孔径(um): Minimum Opening Aperture | 25um |
| 最小开口间距(um): Minimum Opening Space | 25um |
| 漏孔率(%) | 十万分之一 |
| 开口精度(um): Opening Aperture Accuracy | +3um |
| 张网: Stretching | Tension: 5~34 N |
| 线宽和板厚比: Spec Ratio | 1:1 |
| 交期 Delivery | 7days |
传统型AMOLED蒸镀罩与正中AMOLED电铸蒸镀罩比较表
| 图案成形 (Patten Definition) | ||
|---|---|---|
| 项目 | 传统AMOLED蒸镀罩 | 正中AMOLED蒸镀罩 |
| 制程方式(Process Method) | 以化学蚀刻方式定义图型 | 以电铸方式层积金属厚度并定义图型 |
| 制程时间(Process Time) | 快速(蚀刻速率:2.5μm/mins) | 慢(电镀速率:0.1μm/mins) |
| 产品表面RA值(Roughness) | 不可控(视材料本身条件) | 可控(In House 技术) |
| 设备需求(Equipment Requirement) | 便宜(连续式) | 昂贵(Standalong模式) |
| 最小设计线宽(Critical Dimension) | ≧120μm | 25μm |
| 漏孔率(Leakage Rate)- (Open Area:80μm x 120μm条件下) | 8/100K | 1/100K |
| 成品组装 (Assembly) | ||
|---|---|---|
| 项目 | 传统AMOLED蒸镀罩 | 正中AMOLED蒸镀罩 |
| 张网方式(Stretching Method) | 七片式 - 客户自行组装 | 两片式 - 供货商成品组装交件 |
| 设备建置需求 - AUO端 (Equipment Investment) | ~NTD2.5B 高精度张网设备 | 无须自行张网 , 简化人力 |
| 蒸镀罩组装良率 (The Yield of Assembly) | AUO自行组装 - 存在良率损耗风险 | 供货商吸收良率损失 - 成品交件(无风险) |
| 蒸镀扩散区(Shadow Effect) | 范围大 - 玻璃面存在金属面堆栈间距 | 范围小 - 玻璃面为单一平面 |
| 翘曲度(Warpage) | 多条式组装存在张力分布不均问题 | 两平面式组装张力分布稳定 |